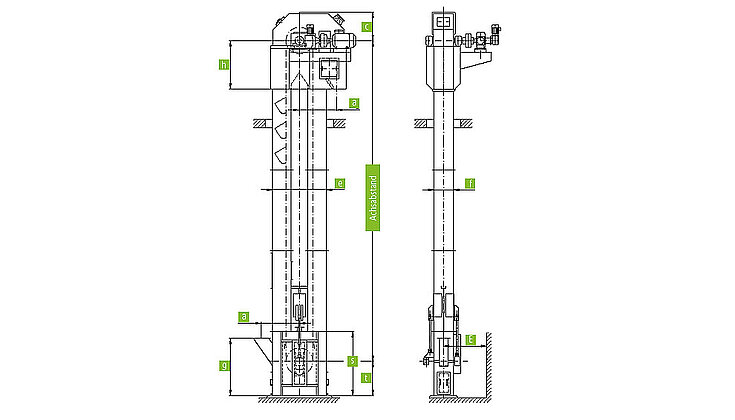
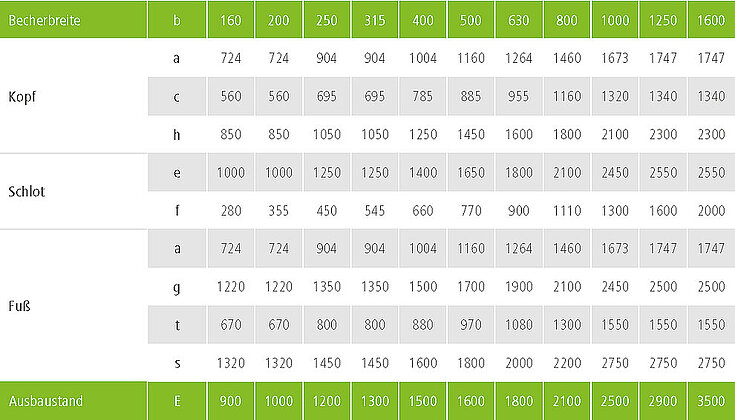
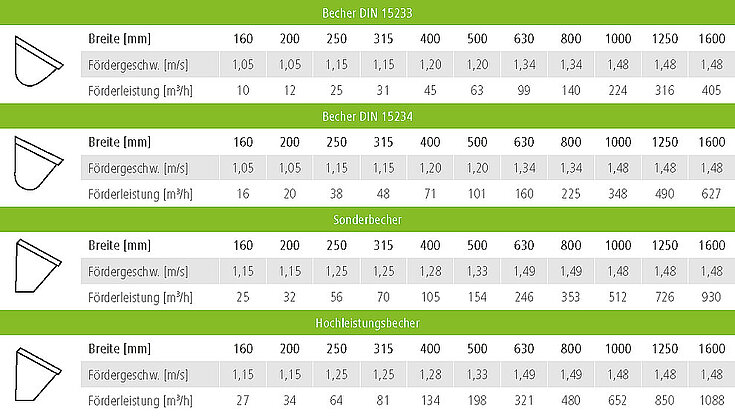
Belt bucket elevators / continuous conveyors or elevators are particularly suitable for the continuous vertical conveying of scoopable bulk materials. The elements for the elevator are selected depending on the properties of the material to be conveyed (whether coarse-grained or temperature-loaded, for example). Sturdy belts with fabric or steel inserts transport the material to be conveyed dust-free and without any problems, even over large bucket elevator conveying heights.

Areas of application
- When greater conveying heights have to be overcome
- For continuous vertical conveying of scoopable bulk materials
- For the transportation of coarse-grained or temperature-loaded conveyed goods
Advantages
- large center distances are required
- higher conveying capacities are required
- smooth running of the traction device is required
- very abrasive materials are conveyed (quartz, sand, corundum)
- use in explosion protection areas is intended
- Bucket elevator housings are self-supporting
- Belt bucket elevators transport the conveyed material dust-free and smoothly, even over greater conveying heights
- Almost noiseless operation